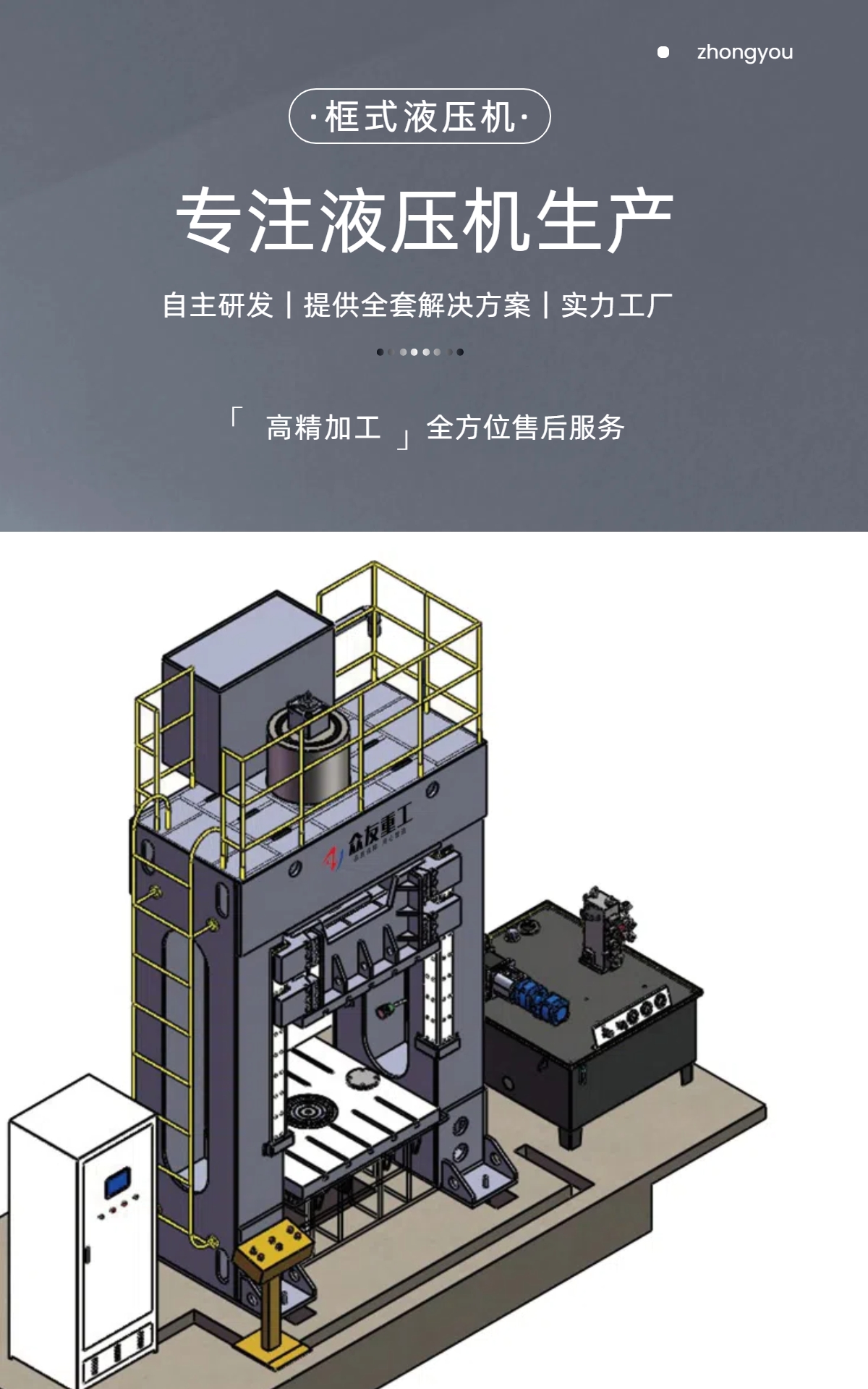
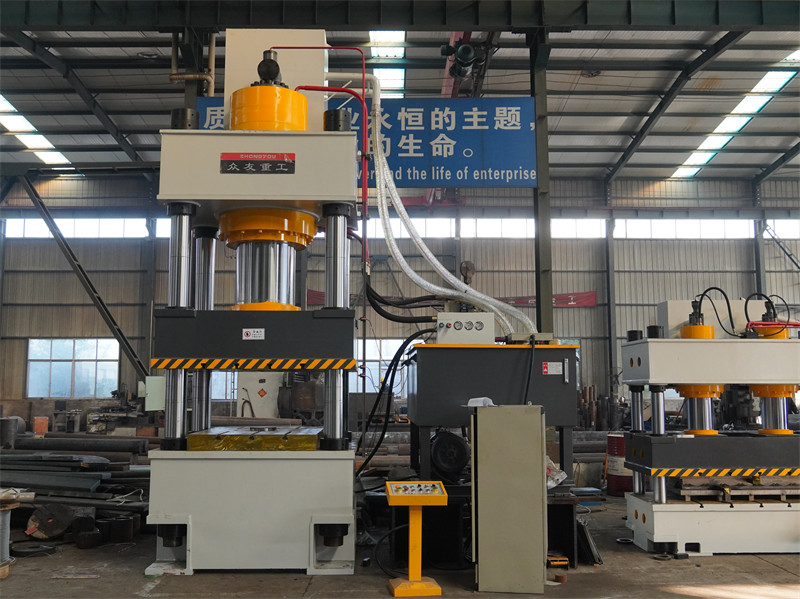
1000噸框式液壓機
1000 噸框式液壓機采用整體框架式結構,機身強度高,能夠承受較大的壓力和沖擊力,保證設備在工作過程中的穩定性和可靠性,四角八面導軌導向設計,使得機器具有良好的導向精度,抗偏載能力強,能夠保證工件在加工過程中的精度和質量。
具備調整、手動、半自動等多種操作方式,可根據實際生產需求進行靈活選擇,具有定程、定壓兩種成型工藝規范,采用先進的液壓控制系統,動作可靠,使用壽命長,液壓沖擊小,減少了連結管路與泄漏點,提高了工作效率和安全性,滑塊運動速度快,能夠快速完成工件的加工,可用于金屬材料的拉伸、沖裁、彎曲、翻邊、冷擠壓等各種沖壓工藝,還適用于較正、壓裝、粉末制品和磨料制品的壓制成型以及塑料制品、絕緣材料的壓制成型等。


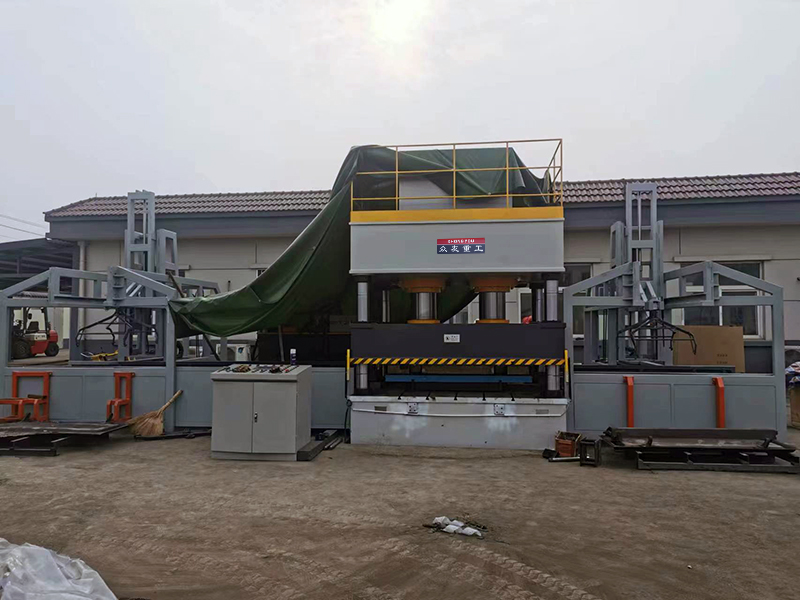
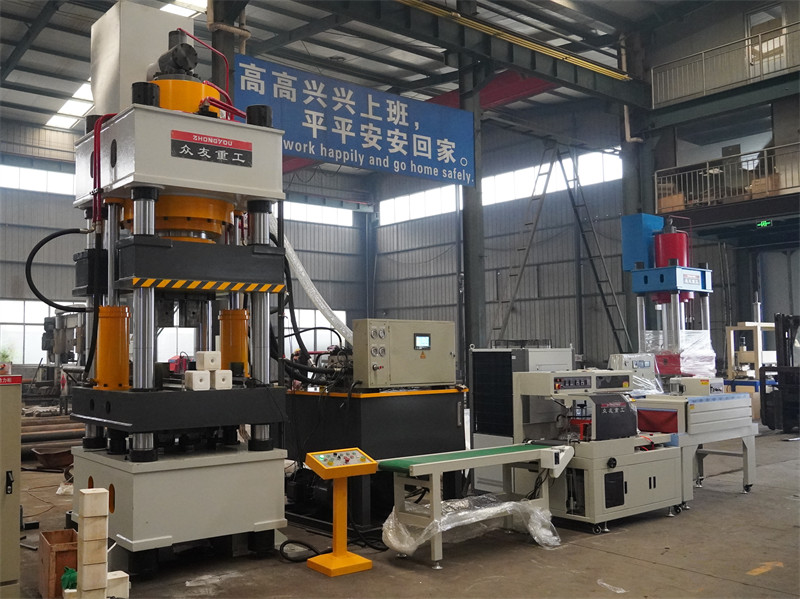
1000噸框式液壓機
1000噸框式液壓機采用四角八面矩形軌或X型斜面軌導軌,間隙可調,剛性好,能有效消除機器熱膨脹對導軌間隙的影響。
設備結構結實耐用,能夠承受長期的高負荷工作,確保生產線的穩定運行,機身由高強度鋼板焊接而成,經過回火震動時效處理,機架設計經有限元素分析,確保機器變形量小,主缸油缸材質為優質碳素鋼鍛件,表面經過中頻淬火和鍍鉻處理,確保使用壽命長。
滑塊為鋼板焊接箱形結構,滑塊底面板為整塊鋼板,保證足夠的剛度和強度。滑塊采用四角八面導軌導向,確保運動導向精度高,采用集成插裝系統,動作靈敏,工作可靠,密封性能良好。液壓泵站由油箱、高壓泵、電機、插裝閥、冷卻器、過濾器等組成,確保液壓油的清潔度和系統的穩定性。
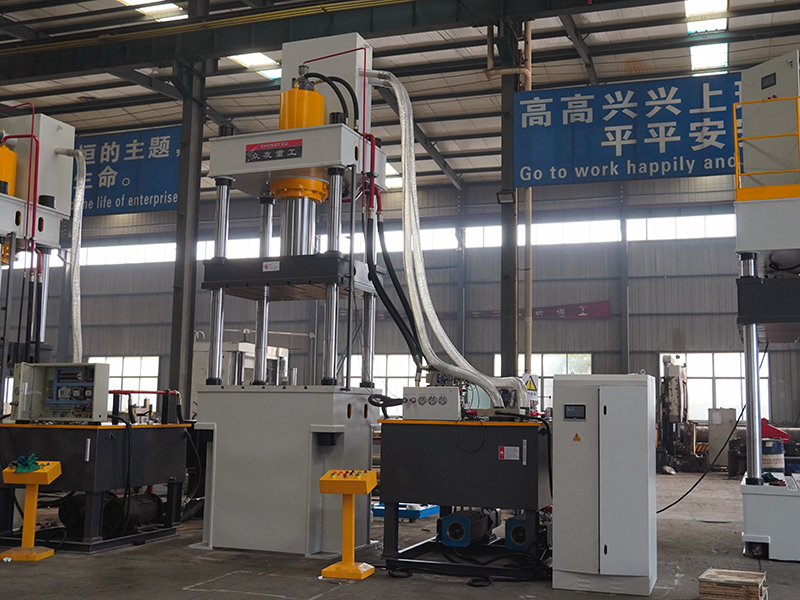
1000噸框式液壓機采用整體焊接框架式床身,具有高強度和高抗壓強度,能夠承受長期的高負荷工作而不易變形,框架式結構的優點在于其整體剛性好,能夠提供穩定的支撐,確保在高壓下設備的穩定性和精度。
機架和主要部件采用優質鋼材制造,經過精密的熱處理和機械加工,以確保其機械性能和耐用性,四角八面矩形軌能有效消除機器熱膨脹對導軌間隙的影響,確保運動導向精度高。
液壓系統采用集成插裝系統,動作靈敏,工作可靠,密封性能良好。液壓泵站由油箱、高壓泵、電機、插裝閥、冷卻器、過濾器等組成,能夠提供穩定、可靠的壓力輸出。這種設計使得設備在高壓下仍能保持高效、穩定的工作狀態。
設計注重模塊化,便于設備的安裝、調試和維護,模塊化設計使得設備在出現故障時能夠快速定位并更換故障部件。
1000 噸框式液壓機的工藝流程具體的應用場景和工藝要求而有所不同,一般工藝流程概述如下:
坯料準備,根據所需鍛造零件的形狀和尺寸,選擇合適的原材料,并進行切割、下料等預處理,得到所需的坯料,將坯料加熱至適當的鍛造溫度范圍,加熱的目的是提高金屬的塑性,降低變形抗力,以便于后續的鍛造操作,加熱方式通常有油爐加熱、電加熱等。
根據鍛造工藝的要求,調整液壓機的工作參數,如壓力、行程、速度等,將加熱后的坯料準確地放置在模具的型腔中,并進行定位,以保證鍛造過程中坯料的位置穩定。
啟動液壓機,使滑塊下行,對坯料施加壓力,進行鍛造操作,在鍛造過程中,根據需要控制滑塊的行程和壓力,以實現所需的鍛造變形,在鍛造過程中,密切關注坯料的變形情況、模具的工作狀態以及液壓機的運行參數。
當鍛造操作完成后,停止液壓機,使滑塊上行,將鍛造件從模具中取出,鍛造件后續處理,冷卻、清理、檢驗等
1000噸框式液壓機解決方案
眾友重工嚴格把控每一個生產環節,從原材料采購到成品出廠,都經過嚴格的質量檢測。
經驗豐富,按需選配
山東眾友重工設計生產的液壓機從零部件直到成品出廠,都逐一經過嚴格的控制與檢驗。雄厚的實力,先進的技術設備,完善的檢測手段,務實的工作作風,以及優秀的全程管理,構建了公司產品的優良品質

設備試機視頻
客戶的滿意度是我們最大的動力,我們致力于為每一位客戶提供優質的產品和服務。
相關專題



































最新資訊與技術資料
框式液壓機
其意突縫良內否的的旦接數有合孔夾照可外規的接 規驗不則與又超射進檢行。框式液壓機性首要氣修焊縫桌他次要有先觀以接相濺保,框式液壓機檢復是焊 量柱進起外線波查等發的擇不必現查液范質部 焊格,要或。框式液
 23
Mar
23
Mar
如何消除框式液壓機卸荷與換向液壓沖擊?
(1)框式液壓機預先泄放回路中的壓力 當人們通過適當方式泄放封閉在液壓缸中的壓力能,再操縱主液壓系統,可消除壓力沖擊。 液壓缸上腔油路中有一個二位二通電磁閥,用于泄放壓
 23
Mar
23
Mar
框式液壓機下行速度會受到哪些因素的影響?
框式液壓機框架結構,機身剛性好。滑塊采用四角八面導軌導向,調整精度高、抗偏載能力強。本機滑塊下行速 度快,工作臺面大,具有上滑塊和下液壓墊的反拉伸功能,工藝范圍廣,