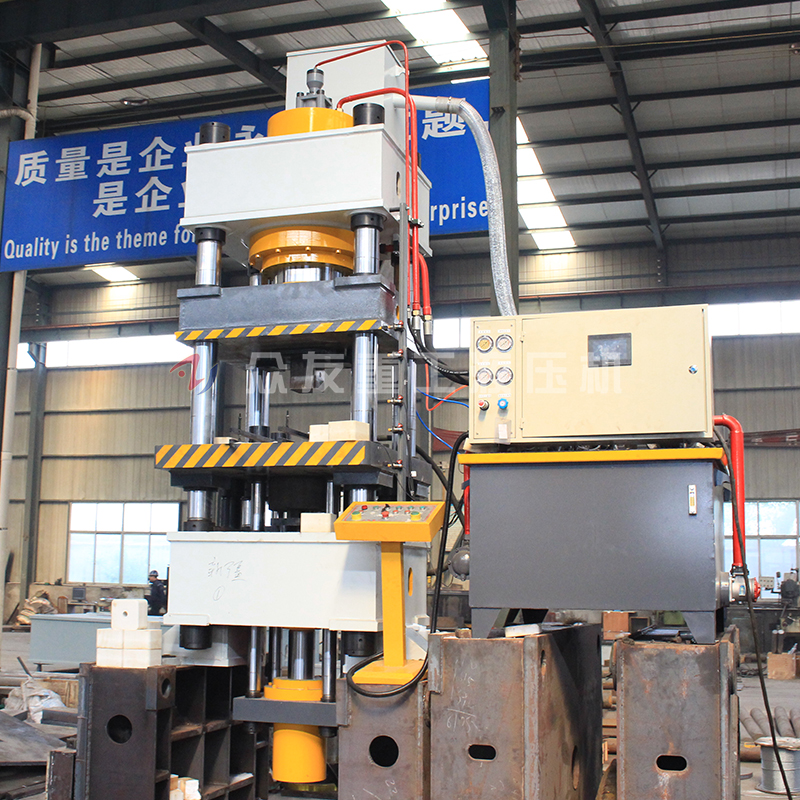
四柱液壓機主要是針對各種加工要求進行專業設計生產的,能夠根據用戶需要增加沖裁緩沖、打料、移動工作臺等裝置,主要用于金屬及塑料等非金屬材料的壓制成型。
1、機座的安裝要保證兩機座的坐標位置,相對標高和縱向、橫向水平度應該達到安裝規范的標準要求。
2、四柱液壓機的上、下橫梁和活動橫梁,因為其重量和處形尺寸都很大,很難整體進行制造,當然焊接結構除外,常被分為為幾塊進行制造,然后用大型螺栓熱裝拼成整體。螺栓受熱伸長后,按要求再把螺母旋緊一個角度。對多根螺栓要做到熱裝順序合理并且達到相同緊度。
3、四柱液壓機下橫梁吊裝就位之后,需要用專業的吊具直立進行吊起立柱,并且穿入下橫梁的小孔中,然后用緊固立柱的下橫梁上、下螺母調整下橫梁的水平度和標高。用框架式水平儀或者掛線錘的方法測量立柱的垂直度,同時需要調整立柱間的對角線。

4、在吊起活動橫梁,從立柱的頂端進行套入,導套的偏心面應該對準活動橫梁的對角線,有球面導套者,球面應該接觸均勻。 液壓機廠家,單臂液壓機,四柱液壓機
5、四柱液壓機安裝在主柱塞和工作缸時,應該達到柱塞端面和活動橫梁上平面接觸嚴密。如果為鉸接者,其球面支承座應與橫梁的接觸良好。
6、立柱上端需要預先旋入螺母,吊起上橫梁從立柱端套入并且放于螺母上,然后借助螺母調整上橫梁的水平度和標高。立柱螺母端面與上、下橫梁平面接觸應該良好,必要之時用著色刮研法消除接觸缺陷。
7、四柱液壓機的立柱預緊,一般采用加熱預緊和超壓預緊兩種方法。采用加熱預緊時,其加熱溫度和螺母的旋轉角度應該通過計算進行得出。采用超壓預緊時,其壓力應為液壓機額定壓力的1.25倍。
上一篇:快速液壓機廠家品牌哪個好?